
W instalacjach miedzianych liczy się nie tylko sam palnik i spoiwo, ale przede wszystkim kolejność pracy, czystość powierzchni i dobór właściwej metody łączenia. Poniżej wyjaśniam, kiedy takie połączenie ma sens, jak przygotować rurę i kształtkę, czym różni się lut miękki od twardego oraz które błędy najczęściej kończą się nieszczelnością.
Co trzeba wiedzieć przed rozpoczęciem pracy z miedzią
- Połączenie działa dobrze wtedy, gdy spoiwo wciąga się kapilarnie w wąską, czystą szczelinę między rurą a kształtką.
- W praktyce rozróżnia się lutowanie miękkie do 450°C i twarde powyżej tej granicy.
- Do instalacji wodnych i grzewczych zwykle wystarcza dobrze wykonane połączenie miękkie, ale przy wyższej temperaturze lub większych obciążeniach bezpieczniejszy bywa lut twardy.
- Najczęściej psują się nie same materiały, tylko przygotowanie: brud, brak gratowania, zbyt dużo topnika albo przegrzanie złącza.
- Jeżeli instalacja ma pracować długo, trzeba też pomyśleć o próbie szczelności, kompensacji wydłużeń i zgodności całego systemu z przeznaczeniem.
Na czym polega łączenie kapilarne i kiedy się je stosuje
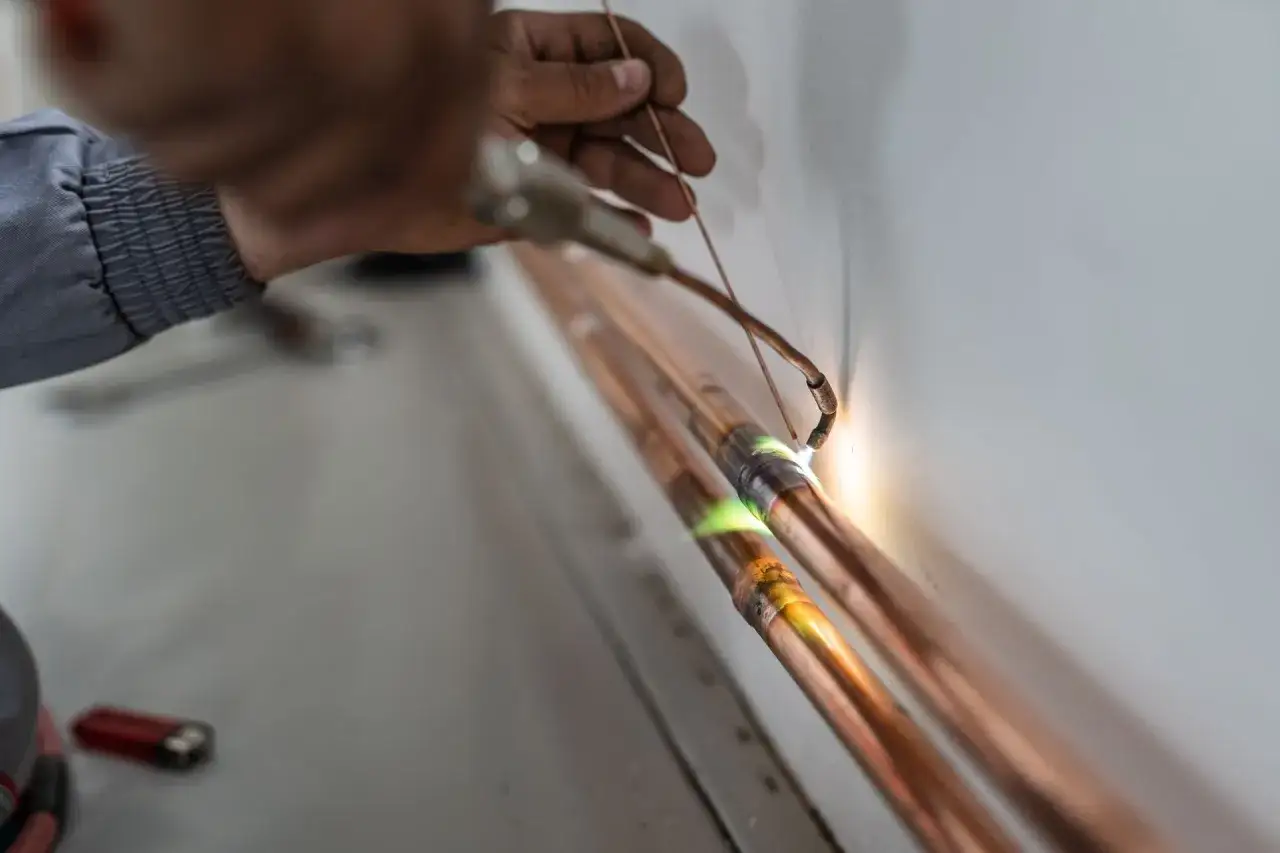
W praktyce chodzi o to, że rozgrzane spoiwo zostaje wciągnięte do bardzo wąskiej szczeliny między rurą a kształtką. To właśnie kapilarność sprawia, że połączenie może być szczelne i trwałe bez wypełniania całego wnętrza złącza. Dobrze wykonane łączenie kapilarne jest standardem w instalacjach wodnych, grzewczych, a w odpowiednio dobranych systemach także w chłodnictwie i innych układach technicznych.
W miedzi ważne jest też rozróżnienie między lutem miękkim i twardym. Pierwszy pracuje poniżej 450°C, drugi powyżej tej granicy. Ta różnica nie jest akademicka: wpływa na wytrzymałość połączenia, temperaturę pracy instalacji i dobór materiałów. W praktyce do instalacji domowych najczęściej spotykam rurę miedzianą zgodną z PN-EN 1057 oraz kształtki kapilarne zgodne z odpowiednimi normami systemowymi.
Najważniejsze jest jednak coś innego: nie każde zastosowanie lubi tę samą technikę. Woda użytkowa, c.o., układy chłodnicze i instalacje gazowe mają inne wymagania, a decyzji nie wolno opierać wyłącznie na przyzwyczajeniu wykonawcy. Dlatego przed pracą zawsze sprawdzam, czy dany system dopuszcza konkretny rodzaj spoiwa i łączenia, a potem przechodzę do przygotowania narzędzi.
Jakie narzędzia i materiały przygotować
Tu nie ma miejsca na przypadkowość. Przy miedzi najlepiej działa zestaw prosty, ale kompletny. Jeśli zabraknie jednego elementu, łatwo urwać rytm pracy i potem ratować się półśrodkami.
- Obcinak do rur - daje równy, prostopadły cięcie; piła zwykle zostawia więcej pracy przy wykańczaniu.
- Gratownik lub rozwiertak - usuwa zadzior po cięciu i zapobiega zawirowaniom, które potrafią psuć przepływ.
- Włóknina, papier ścierny lub szczotka do miedzi - służy do oczyszczenia powierzchni do metalicznego połysku.
- Topnik do miedzi - ułatwia zwilżanie powierzchni przez spoiwo, ale trzeba go dobrać do materiału kształtki i później dokładnie usunąć resztki.
- Spoiwo - bezołowiowe do instalacji wodnych, a w bardziej wymagających zastosowaniach odpowiedni lut twardy.
- Palnik lub lutownica - dobieram je do średnicy rury i rodzaju lutu; małe średnice nie potrzebują tego samego źródła ciepła co większe odcinki.
- Czysta szmatka i rękawice robocze - ręce i tłuszcz z palców potrafią zepsuć starannie przygotowaną powierzchnię.
- Środek do próby szczelności albo sprzęt do testu ciśnieniowego - bez tego trudno uczciwie ocenić jakość pracy.
Jeżeli łączę elementy z mosiądzu albo brązu, zwracam jeszcze większą uwagę na topnik i temperaturę. Nie warto zakładać, że jeden zestaw pasuje do wszystkiego. Ta sekcja prowadzi prosto do najważniejszego wyboru: czy lepszy będzie lut miękki, czy twardy.
Lut miękki czy twardy w instalacjach
To pytanie pojawia się niemal zawsze, bo od niego zależy trwałość całego układu. Ja patrzę na nie przez trzy filtry: temperaturę pracy, obciążenia mechaniczne i dopuszczenia systemowe. Sam fakt, że połączenie da się wykonać palnikiem, nie oznacza jeszcze, że będzie to najlepsza opcja.
| Cecha | Lut miękki | Lut twardy |
|---|---|---|
| Temperatura spoiwa | Do 450°C | Powyżej 450°C |
| Typowe zastosowanie | Instalacje wodne i grzewcze, lekkie połączenia techniczne | Układy o większym obciążeniu, chłodnictwo, wyższe temperatury pracy |
| Zaleta | Niższa temperatura pracy, mniejsze ryzyko przegrzania materiału | Wyższa odporność połączenia i lepsza rezerwa wytrzymałości |
| Ograniczenie | Mniej odporny na wysokie temperatury i wymagające warunki | Więcej ciepła, większe wymagania przy montażu i większe ryzyko odbarwień materiału |
W instalacjach wody użytkowej i ogrzewania lut miękki często wystarcza, o ile cały system jest do tego przewidziany. Gdy jednak temperatura rośnie, połączenia są narażone na drgania albo układ pracuje w bardziej wymagającym środowisku, bezpieczniej sięgnąć po lut twardy. W instalacjach gazowych zasady są jeszcze ostrzejsze i zawsze trzeba trzymać się dopuszczeń producenta oraz lokalnych przepisów, bo tu nie ma miejsca na interpretację „na oko”.
Jeżeli zależy Ci na tempie i ograniczeniu ryzyka otwartego ognia, na rynku są też systemy zaprasowywane, które w wielu miejscach zastępują tradycyjne łączenie na gorąco. Miedź nadal ma jednak mocną pozycję, zwłaszcza tam, gdzie liczy się trwałość i czytelna kontrola jakości złącza. Następny krok to już sama technika wykonania.
Jak wykonać połączenie krok po kroku
Tu najbardziej pomaga dyscyplina. Dobra spoina nie bierze się z „mocniejszego grzania”, tylko z powtarzalnej kolejności działań. Gdy pracuję przy miedzi, trzymam się tego samego schematu.
- Odcinam rurę prostopadle i sprawdzam, czy krawędź nie jest poszarpana.
- Usuwam grat z wnętrza i z zewnątrz, żeby spoiwo mogło swobodnie popłynąć.
- Czyszczę rurę i kielich kształtki do czystego metalu; nie zostawiam nalotu, lakieru ani tłuszczu.
- Przymierzam elementy „na sucho” i zaznaczam głębokość wsunięcia, żeby później nie zgadywać.
- Nakładam cienką warstwę topnika, tylko tam, gdzie jest potrzebna, bez zalewania całego połączenia.
- Podgrzewam przede wszystkim kształtkę, a nie sam pręt lutu; celem jest równomierne nagrzanie złącza.
- Podaję spoiwo wtedy, gdy złącze jest gotowe - lut ma sam wejść w szczelinę, a nie być wciskany na siłę.
- Odstawiam złącze do ostygnięcia bez poruszania nim, a potem usuwam resztki topnika.
W praktyce najlepiej działa zasada: najpierw czystość, potem ciepło, na końcu cierpliwość. Jeśli spoiwo nie chce wejść do środka, to zwykle nie jest problem lutu, tylko przygotowania albo temperatury. Na tym etapie najłatwiej też popełnić kilka powtarzalnych błędów, więc warto je nazwać wprost.
Najczęstsze błędy, które psują szczelność
Nie lubię mitów o „wadliwym materiale”, bo w większości przypadków winny jest montaż. Złącze miedziane potrafi być bezproblemowe przez lata, ale tylko wtedy, gdy nie zignoruje się kilku podstawowych zasad.
- Brudna powierzchnia - tlenki, pył i tłuszcz blokują zwilżanie i osłabiają kapilarność.
- Za dużo topnika - nadmiar nie poprawia jakości, za to może zostać w środku i z czasem narobić szkody.
- Przegrzanie - zbyt wysoka temperatura potrafi utlenić powierzchnię i utrudnić przepływ spoiwa.
- Zbyt luźne lub zbyt ciasne dopasowanie - kapilarne złącze działa najlepiej przy bardzo małej szczelinie.
- Ruch podczas stygnięcia - nawet minimalne poruszenie potrafi „złamać” świeżą spoinę.
- Resztki wody w rurze - wilgoć zabiera ciepło i rozbija proces lutowania w najgorszym momencie.
- Dotykanie oczyszczonej powierzchni gołymi rękami - tłuszcz z palców wystarcza, żeby pogorszyć efekt.
- Brak oczyszczenia po lutowaniu - pozostałości topnika trzeba usunąć, bo mogą przyspieszać korozję.
Najprostszy test jakości robię jeszcze wzrokiem: spoiwo powinno równomiernie otoczyć połączenie, bez dziur, przypaleń i suchego nalotu. Jeśli spoiny trzeba „dopowiedzieć” dodatkową kroplą lutu po wszystkim, coś poszło nie tak. Stąd już tylko krok do pytania, czy miedź zawsze jest najlepszym wyborem.
Gdzie miedź wygrywa, a gdzie rozważyć inną technikę
Miedź ma bardzo dobrą opinię nie bez powodu: jest trwała, odporna na wysoką temperaturę i daje czytelne połączenia. Ale nie w każdej sytuacji wygrywa z nowoczesnymi systemami zaprasowywanymi albo złączkami mechanicznymi. Ja patrzę na to praktycznie, nie ideologicznie.
| Technika | Kiedy ma największy sens | Co działa na jej korzyść | Na co uważać |
|---|---|---|---|
| Miedź lutowana | Gdy liczy się trwałość, kompaktowy układ i klasyczna technologia | Dobra odporność, estetyczne połączenie, wysoka przewidywalność | Wymaga wprawy, czystości i pracy na ogniu lub wysokiej temperaturze |
| Połączenia zaprasowywane | Gdy ważny jest czas montażu i ograniczenie otwartego ognia | Szybkość, mniejsze ryzyko pożarowe, powtarzalność | Trzeba pilnować kompatybilności systemu i poprawnego zaprasowania |
| Połączenia skręcane | Przy prostych, serwisowalnych odcinkach | Łatwy demontaż, brak palnika | Większa objętość, więcej miejsc potencjalnego rozszczelnienia |
W remontach, gdzie liczy się szybka praca i mało ryzyka cieplnego, systemy zaprasowywane są bardzo rozsądną alternatywą. Z kolei tam, gdzie projekt zakłada miedź jako główny materiał i jest miejsce na spokojne wykonanie, tradycyjne łączenie nadal broni się świetnie. Ostatni etap to sprawdzenie, czy wszystko zostało zrobione tak, jak powinno.
Drobne detale, które decydują o szczelności na lata
Najwięcej problemów wychodzi nie od razu, tylko po czasie, dlatego po montażu zawsze sprawdzam całą linię, a nie tylko świeżą spoinę. W praktyce znaczenie mają trzy rzeczy: próba szczelności, poprawne mocowanie przewodów i ochrona przed korozją galwaniczną, jeśli miedź styka się z innymi metalami. To właśnie takie detale odróżniają instalację „działa dzisiaj” od instalacji, która ma przetrwać bez niespodzianek.
Warto też pamiętać o wydłużeniach termicznych. Miedź pracuje pod wpływem temperatury, więc rury nie powinny być prowadzone na sztywno bez uwzględnienia punktów stałych i przesuwu. Dobrze rozmieszczone obejmy i sensownie zaprojektowane odcinki kompensacyjne robią większą różnicę, niż wielu osobom się wydaje. Jeśli robisz lutowanie miedzi samodzielnie, najwięcej zyskasz na spokojnym przygotowaniu, czystych powierzchniach i próbie szczelności wykonanej bez skrótów.